
Maintenir des températures homogènes en utilisant des moules d'injection refroidis par conformation.
Depuis les débuts du moulage industriel par injection, le maintien d'une température homogène à la surface du moule a été un défi constant.
Dans leur quête pour maintenir des températures homogènes, les fabricants ont utilisé des chicanes, des bulles et des caloducs ; ils ont laminé des blocs ensemble et ajouté des dispositifs de perçage complexes à leurs moules.
Depuis une dizaine d'années, le refroidissement conforme (conception de canaux de refroidissement qui suivent naturellement les contours d'une pièce) est considéré comme une solution pour contrôler les températures de moulage par injection. Mais le refroidissement conforme ajoute de nouvelles couches de complexité de conception et de production au processus de fabrication des moules, ce qui le met hors de portée de la plupart des ateliers.
Bastech—an Ohio-based, one-source solution provider for shop floor, additive manufacturing services, and equipment sales—has wrestled with temperature issues, but believes it has found a way to introduce a new level of simplicity, efficiency, and economy to conformal cooling.
La percée de Bastech, documentée dans deux tests de référence récents, est basée sur le logiciel de CFAO Cimatron et l'imprimante 3D ProX DMP 200. Bastech effectue des simulations pour les conceptions de moules de refroidissement conformes à l'aide du logiciel Moldex3D, et inspecte les moules d'impression directe sur métal (DMP) terminés à l'aide du logiciel d'inspection et de métrologie Geomagic Control X.
Le processus représente une solution de fabrication de bout en bout avec une intégration facile entre les mondes numérique et physique, le tout alimenté par les produits Cimatron.
"La combinaison d'un logiciel puissant conçu pour exploiter toutes les capacités de l'impression 3D avec des imprimantes qui produisent une pièce métallique entièrement dense avec des surfaces lisses et un post-traitement limité fournit une méthodologie solide comme le roc pour construire des moules de refroidissement personnalisés", déclare Ben Staub, PDG de Bastech.
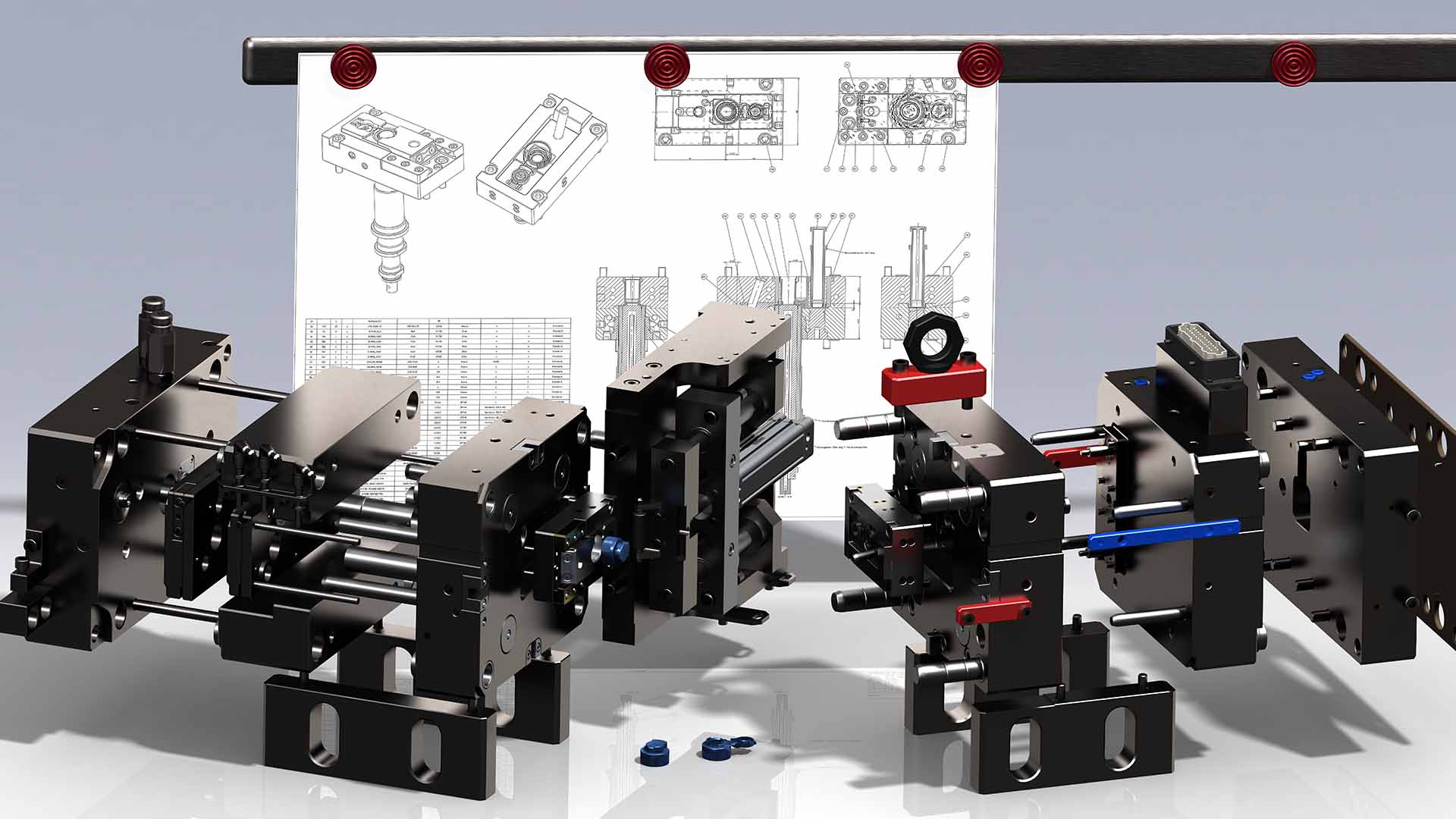
Le premier benchmark de Bastech a comparé deux pièces très similaires en termes de volume, de taille et de configuration. Bastech a conçu une pièce avec un noyau conforme et l'a imprimée en 3D ; elle a conçu l'autre avec une configuration de déflecteur en spirale standard et l'a fabriquée de manière conventionnelle.
Bastech a créé la conception du refroidissement conforme avec le logiciel Cimatron qui couvre l'ensemble du cycle de fabrication des moules - du devis à la conception, en passant par l'application des modifications techniques et la programmation de la commande numérique et de l'électroérosion. Cimatron comprend des fonctionnalités de conception et d'analyse du refroidissement qui prennent en charge à la fois les canaux de refroidissement traditionnellement percés et les canaux de refroidissement conformes pour la fabrication à l'aide des technologies d'impression 3D.
Grâce à une intégration étroite avec Moldex3D, les concepteurs de moules d'injection travaillant avec Cimatron ont la possibilité d'effectuer une analyse automatisée du remplissage du moule afin d'optimiser la disposition des canaux de refroidissement.
"La combinaison de Cimatron et de Moldex offre un logiciel expert qui aide les ingénieurs moins expérimentés à créer des conceptions de meilleure qualité", explique M. Staub. "Il s'agit d'une considération majeure, car la demande d'outilleurs expérimentés est beaucoup plus importante que l'offre qui se raréfie."
"Concevoir pour l'impression 3D nécessite une compréhension de la conception du support structurel afin de réaliser une véritable conception basée sur les besoins et de réduire le coût des matériaux et le temps de construction", ajoute Scott Young, responsable de l'ingénierie chez Bastech. "Ce type d'expertise est intégré au logiciel Cimatron, qui permet à nos concepteurs de penser à la conception sans se soucier de naviguer dans le logiciel de CAO pour définir des canaux internes complexes."
La conception de Bastech pour le premier benchmark était une hélice conique positionnée à l'intérieur d'un cône d'espacement utilisé pour les assemblages industriels. Elle a créé des canaux de refroidissement conformes en faisant tourner une configuration en goutte d'eau de manière à ce qu'un côté soit parallèle à la surface extérieure du noyau tout en maintenant une distance constante par rapport à elle. En faisant passer la section transversale le long d'une hélice conique, Bastech a conçu une géométrie que le ProX DMP 200 pouvait construire en un seul passage.
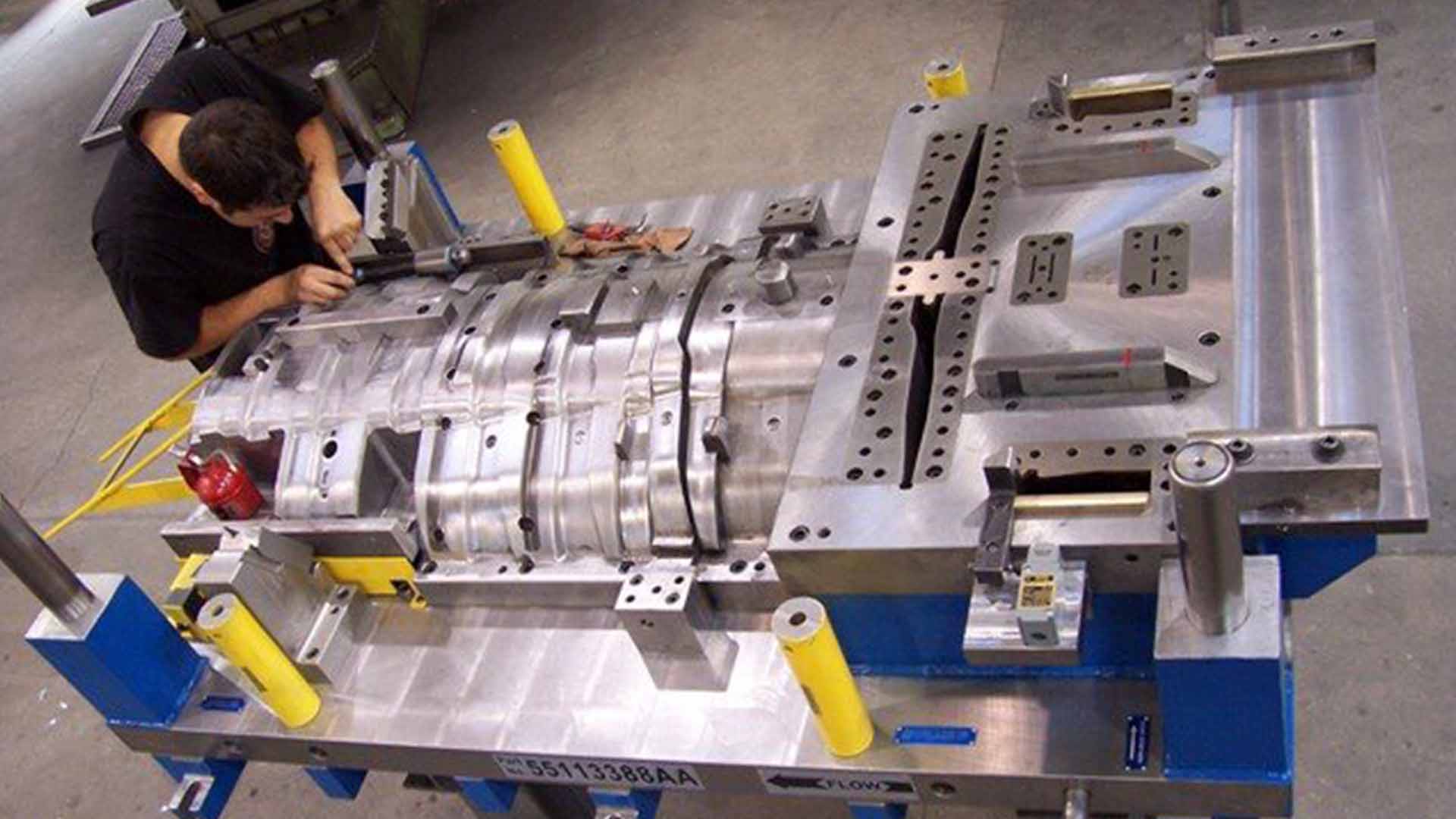
La conception du moule a pris deux jours et a été imprimée en 3D sur la ProX DMP 200 en trois jours. Pour maximiser sa productivité, Bastech a combiné l'impression 3D du moule avec des pièces nécessaires à d'autres projets de Bastech.
Le ProX DMP 200 est une alternative rentable aux processus de fabrication traditionnels, offrant une réduction des déchets, une plus grande vitesse de production, des temps de préparation courts, des pièces métalliques très denses et la possibilité de produire des assemblages complexes en une seule pièce.
"C'est un outil qui améliore nos capacités en matière de moulage", explique M. Staub. "Il nous permet de disposer d'un outillage plus rapide et de résoudre les problèmes de goulots d'étranglement dans l'atelier. Nous pouvons économiser 30 à 40 heures par moule en éliminant l'électroérosion et le perçage et en réduisant considérablement le travail de CNC et de polissage.
Pour le noyau à hélice à flux inversé, la conception et l'analyse dans le logiciel Cimatron combinées à l'impression 3D sur la ProX DMP 200 ont permis d'économiser plus de 40 heures de programmation et de temps d'atelier. Lorsque tous les coûts ont été pris en compte, le noyau imprimé en 3D a permis de réaliser une économie nette de 1 765 dollars (18 %) par rapport aux méthodes conventionnelles, selon M. Young.
Plus important encore, le moule à refroidissement conforme a maintenu une température plus basse pendant toute la durée de l'opération et a réduit le temps de cycle de 22 %.
"Dans le domaine du moulage par injection, le temps de cycle est presque le seul critère, suivi de près par la capacité à contrôler la température de manière constante", explique M. Staub.
"Plus nous pouvons maintenir la température de façon constante, plus nous pouvons mouler des pièces de qualité de façon constante", explique M. Young. "L'élimination du gauchissement dû aux variations de température et la réduction du temps de cycle représentent des gains de performance considérables.

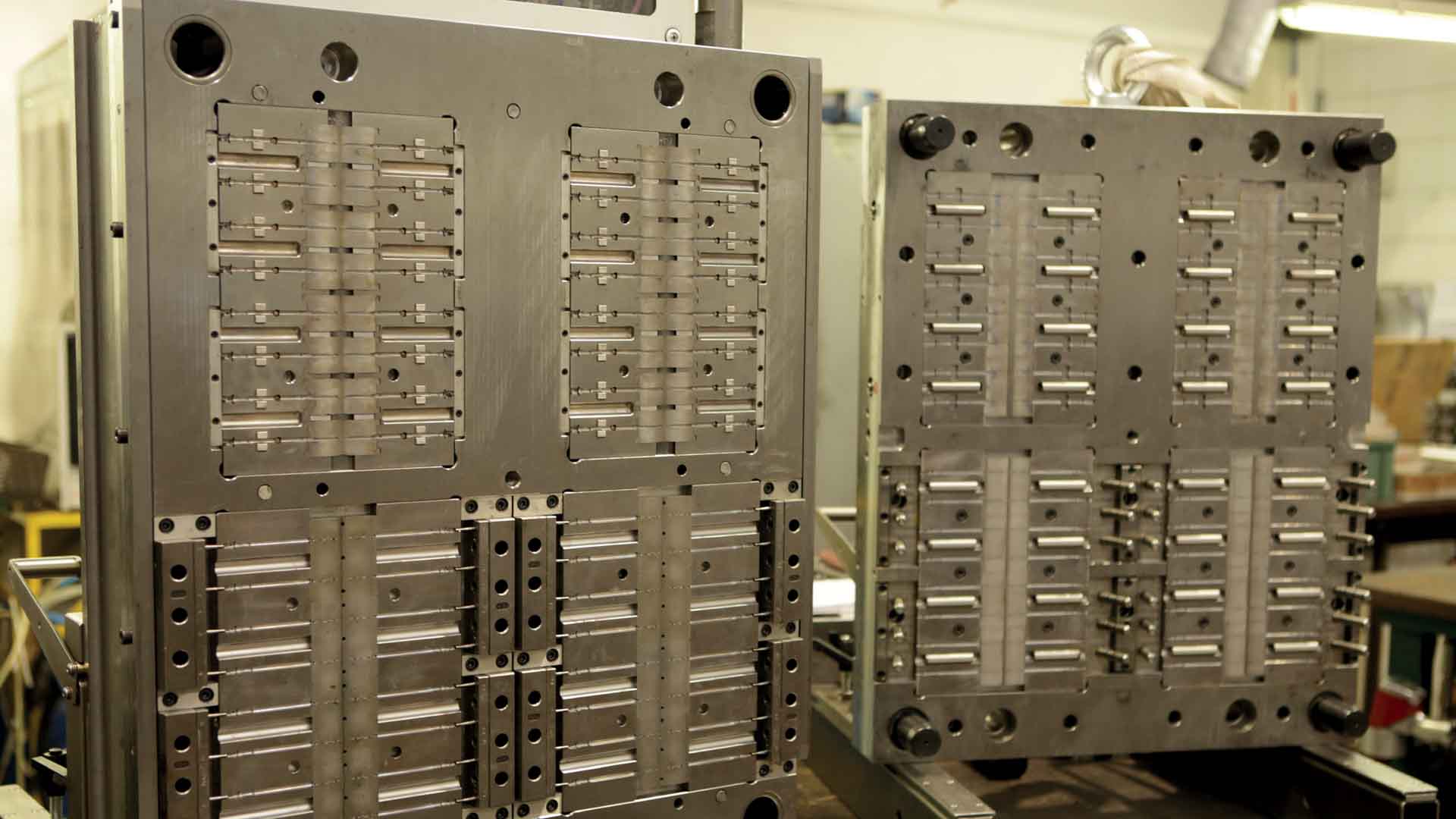
Dans un second benchmark, Bastech est allé au-delà du noyau conforme pour concevoir un noyau complet, une cavité et un ensemble de moules à glissière pour l'impression 3D. Dans ce cas, l'objectif était de maintenir la même température (110°F) entre les conceptions conventionnelles et conformes pour voir comment cela affecterait les résultats en matière de refroidissement et de temps de cycle.
Une fois de plus, Bastech a enregistré d'importantes économies de temps pour la programmation, l'usinage et le polissage, et a complètement éliminé l'électroérosion dans la conception du refroidissement conforme. L'automatisation au sein du logiciel Cimatron a permis de réduire le temps de conception de 30 heures à seulement sept heures pour le moule de refroidissement conforme. Le coût total du moule imprimé en 3D s'est élevé à 2 505 dollars, soit une économie de 16 %.
Le temps de refroidissement est passé de 10,5 secondes pour le moule conventionnel à 7,5 secondes pour le moule conforme, et le temps de cycle, très important, a été réduit de 14 %.
"Même si la température est restée la même pour les conceptions de refroidissement conventionnelles et conformes, la conception conforme a fait passer plus de liquide à travers une plus grande surface, ce qui l'a rendue plus efficace pour refroidir le moule", explique M. Young.
"Le désir d'améliorer les techniques de refroidissement existe depuis très longtemps", explique M. Young. "Nous disposons désormais du logiciel nécessaire pour aider les fabricants de moules à prendre de meilleures décisions quant à la configuration de leurs cavités, noyaux et inserts, puis à les concrétiser grâce à l'impression directe en 3D de métaux."
"Avec le refroidissement traditionnel pour le moulage par injection, il n'y a pas de situation parfaite", explique M. Staub. "Vous ne pouvez percer des trous qu'à certains endroits, et vous ne pouvez pas courber les trous autour des canaux comme vous pouvez le faire avec le refroidissement conforme conçu pour l'impression 3D. Désormais, nous n'avons plus à accepter de compromis dans les conceptions de refroidissement conforme."
Bastech a acheté l'imprimante ProX DMP 200 grâce à une subvention de l'État de l'Ohio et de l'Institut de recherche de l'Université de Dayton, et une partie de sa mission consiste donc à partager les résultats avec la communauté industrielle. M. Staub espère que les efforts de Bastech en matière de benchmarking montreront aux ateliers de toutes tailles qu'il existe des solutions solides et complètes pour obtenir un refroidissement conforme.
"Beaucoup d'outilleurs devront adopter ces technologies 3D pour améliorer leurs ateliers", déclare-t-il. "Nous voulons partager nos succès pour que d'autres ateliers puissent voir que non seulement c'est possible, mais que cela peut être fait d'une manière qui a un impact majeur sur les résultats.
Pour répondre à la demande croissante de ses clients, WeForm a investi dans une cellule de production entièrement automatisée intégrant le fraisage HSC à 5 axes et le logiciel CAD/CAM Cimatron pour une production efficace de pièces moulées sous pression en plastique et en zinc de haute qualité dans divers secteurs.
Everstampi, une entreprise familiale de Misinto avec plus de 40 ans d'expérience dans la conception de moules en plastique, se distingue par son innovation et l'importance qu'elle accorde au service à la clientèle, en utilisant les solutions CFAO de Cimatron pour optimiser le processus de production et garantir des moules complexes et de haute précision.
Classic Tool & Die, en s'appuyant sur le logiciel CAO/FAO avancé de Cimatron, a augmenté sa productivité de 75 % et réduit son empreinte carbone, tout en s'attaquant avec succès à des projets de conception de matrices difficiles et en encourageant l'innovation avec les équipementiers automobiles.
Clips & Clamps Industries gère efficacement les conceptions de moules complexes et les exigences de production en grande quantité en s'appuyant sur le logiciel de CFAO Cimatron, qui rationalise les flux de travail, optimise les conceptions et permet de réaliser d'importantes économies grâce à l'optimisation des matériaux et à l'amélioration des capacités d'outillage.
2elle-engineering utilise un logiciel de CAO flexible pour répondre rapidement aux exigences des clients et maintenir une qualité supérieure dans la production de ses roues forgées de premier ordre.

BNL Bearings utilise le logiciel CADCAM de Cimatron pour concevoir et fabriquer des roulements en plastique qui offrent des avantages tels que la résistance à la corrosion, la résistance chimique, l'absence de besoin de lubrification, l'efficacité énergétique et la réduction des coûts.